GJB 480A-1995在军工产品研制生产中的应用分析
作者 |张欢欢; 詹中伟; 高俊国 *文章原载于《航空标准化与质量》,原文发表于2022年第2期。
当前,随着武器装备性能不断提高,其服役环境也更为复杂和苛刻,要求零(部)件具有良好的综合性能。因此,军工产品中使用的绝大部分金属零(部)件必须经过镀覆或化学覆盖工艺处理,例如,钢制零件化学镀及电镀、铝合金化学氧化及阳极氧化、紧固件离子镀铝等,以提高其耐蚀性、耐磨性、绝缘性、漆膜结合力等综合性能。但是自标准发布实施起至2022年,我国军工行业在二十多年内取得了快速发展,表面处理,我国军工行业取得了快速发展,表面处理[1-3]领域也发生了巨大变化,例如:微弧氧化、苹果酸-硫酸阳极氧化、电镀锌镍等新型镀覆工艺的出现,GJB 480A-1995中的要求需要补充完善,增加新工艺通用要求及适用范围。
本文将简要介绍GJB 480A-1995的应用情况和使用过程中暴露出的问题,并初步提出相应的修订建议。
1
GJB 480A-1995 应用情况简介
镀覆层和化学覆盖层的质量直接决定着军工零(部)件的性能,而工艺实施过程中人员、设备仪表、工艺材料、工艺过程、技术文件和环境等因素对镀覆和化学覆盖工艺质量影响很大。因此,严格从上述方面加强工艺质量控制对于武器装备零(部)件的高性能服役至关重要。
GJB 480A-1995作为军工行业中金属镀覆和化学覆盖工艺质量控制方面的关键指导性文件,通过借鉴生产经验和国外先进标准在人员、设备仪表、工艺材料、工艺过程、技术文件和环境等方面对金属镀覆和化学覆盖工艺质量控制进行了比较详细的规定,在航空、航天、船舶、兵器、电子等多个行业的研制和生产中被大量引用和广泛采用,主要在两个方面:一是在军工产品研制生产过程中签订协议时引用标准的相关质量控制条款,例如:航空发动机高温合金涡轮叶片电镀铂,航空高强钢起落架电镀铬、镉-钛,航天紧固件电镀镉-钛,兵器行业炮管内膛电镀铬,电子芯片、电子封装电镀等的研制生产过程中;二是作为顶层控制标准与专用镀层标准配合使用,例如:HB/Z 5069-2011《电镀铜工艺及质量检验》和HB/Z 20010-2011《电镀锡-铋合金工艺及质量检验》中要求环境、设备、仪器、仪表及工艺过程的控制要满足GJB 480A-1995的要求。GJB 480A-1995较好地用于指导军工各行业的表面处理工艺实施和质量控制,有力地保障了军工产品的质量。
2
应用过程中暴露的问题
目前,国家军用标准中仅有GJB 594A-2019《金属镀覆层和化学覆盖层选择原则与厚度系列》和GJB 480A-1995《金属镀覆和化学覆盖工艺质量控制要求》两个顶层标准[4]。GJB 594A-2019于1988年发布,在2000年和2019年经过了两次修订,而GJB 480A-1995自发布以来未进行修订,虽然GJB 480A-1995规范了军工行业中金属镀覆和化学覆盖工艺质量控制,在一定程度上促进了上述工艺的发展,保证了相关产品的质量稳定性,但是标准发布以来的二十多年间,离子镀铝、微弧氧化、钛合金电镀、硫酸基混酸阳极氧化等新型金属镀覆和化学覆盖工艺获得发展,并应用于军工产品的研制生产,同时,部分原有技术也有一定程度的改进。GJB 480A-1995已不能完全满足当前金属镀覆和化学覆盖工艺的质量控制需要,迫切需要在修订后的GJB 480中纳入新的工艺质量控制要求,以更好地实现对当前军工产品金属镀覆和化学覆盖的工艺质量控制。
2.1 缺少或未完全覆盖镀覆及检验过程中部分重要通用设备
GJB 480A-1995的4.1中电镀用电源仅列出了整流和直流电机。随着技术的发展和进步,多种类型的电镀电源[5]已经开始大量应用在电镀行业中。例如:硅整流器、可控硅电源、高频开关电源、脉冲电源等。此外,为提高镀覆效率和镀层质量,阴极移动[6]在金属镀覆和化学覆盖工艺中被广泛采用。目前,阴极移动方式已整合进工作槽的设计中。GJB 480A-1995由于制订时间比较早,国内尚无关于电流表和电压表等控制仪表精度等级的相关标准,经过近十几年的发展,我国已建立了相关标准GB/T 13283-2008《工业过程测量和控制用检测仪表和显示仪表精确度等级》,对精确度等级进行了明确规定。
另外,GJB 480A-1995的5.2.6中腐蚀用盐雾试验箱的中性盐雾试验、醋酸盐雾试验、通加速醋酸盐雾试验分别要求符合GB 6458、GB 6459、GB 6460的规定,以上3项国标已被GB 10125-1997版本替代,且GB 10125已于2021年完成了修订,增加了对试样支架的要求,删除了盐雾箱体积的要求,同时增加了盐雾箱喷雾的新要求。
其次,氢脆性能是钢、钛合金[7]等金属材料表面处理的重要性能指标,检验所用的氢脆试验机的技术要求对试验结果影响较大,应予以详细规定。目前,航空行业中氢脆试验的仲裁方法主要是依据HB 5067.1《镀覆工艺氢脆试验第1部分:机械方法》。由于制订时间较早,GJB 480A-1995未能涵盖全电镀电源的要求,需更新盐雾试验箱的要求,缺少对移动阴极和氢脆试验机的相关要求。
2.2 部分工艺规定难以满足实际工艺需求
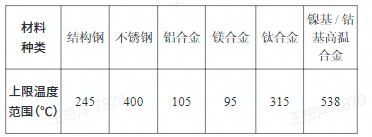
GJB 480A-1995中5.4.3条“为改善钢制零件疲劳强度进行的喷丸强化工序,应在消除应力热处理之后和镀覆之前进行。特殊情况下,消除应力应在喷丸之后进行时,其温度不得超过220°C”在制定时只针对钢制零件。但随着金属镀覆和化学覆盖工艺在其他多种金属上广泛使用,该条款的规定已经难以满足实际需求。另外,需要特别说明的是,“特殊情况下,消除应力在喷丸之后进行时,其温度不得超过220°C”,该条款中的消除应力热处理不是要消除喷丸产生的表面压应力,而是消除影响表面处理的残余应力,只要在材料喷丸后消除应力的热处理上限温度下进行处理,不会对喷丸效果产生不可接受的影响。目前HB/Z 26-2011《航空零件喷丸强化工艺》中规定的喷丸后材料的加热上限温度如表1所示。
表1喷丸后材料的加热上限温度
2.3 生产场地环境要求难以满足实际需求
GJB 480A-1995的5.6.2中规定生产场地“应有良好的自然通风”,这可能造成金属镀覆和化学覆盖工艺过程中产生的有害气体直接排入外界大气。随着环保要求的日益提高,对于表面处理生产场地所产生的废气,都必须进行回收净化处理后达标排放。因此,标准中的“自然通风”的规定已不符合当前及未来的环保要求。
其次,GJB 480A-1995的5.6.5规定“在新厂房的设计中,车间温度不应低于12°C,车间试验室温度不应低于18°C”。经广泛调研发现,在实施过程中,虽然生产厂房设计时按照温度12°C设计并建造,但当进行金属镀覆和化学覆盖生产时,尤其是正常通风生产时,生产场地的温度难以完全保持不低于12°C。在北方冬季,通表1 喷丸后材料的加热上限温度。
2.4 缺少酸性盐雾试验的要求
随着我国舰载航空装备的快速发展,针对舰载机用材料、防护工艺等的中性盐雾试验已无法准确暴露在实际服役过程中出现的腐蚀问题,例如:对于在舰载机中广泛使用的连接器和连接件镉镀层,在实际的服役过程中常出现严重腐蚀及大量的点蚀,而中性盐雾一般表现为点蚀。为了更准确地暴露实际外场服役过程中的腐蚀损伤问题,针对服役过程中会长期经受复杂且恶劣海洋环境损害的镀覆层,应进行酸性盐雾试验。推荐按GJB 150.11A《军用装备实验室环境试验方法第11部分:盐雾试验》的要求进行。
2.5 部分管理规定难以满足当前实际情况
随着工艺技术的发展和新技术的出现,部分管理规定难以满足当前的工艺技术现状,主要包括以下几个方面。
人员:GJB 480A-1995的5.1“人员”中详细规定了人员培训、考核的内容和合格证期限等。但根据对军工各行业的调研发现,各行业目前对于人员从业资格的规定存在较大差异,如航空工业的考核周期一般为2年,而航天多为3年;并且各个行业也都根据自身特点制定了各自的业内规范,截止目前运行良好,能够较好地满足对人员的管理需要。综合各行业的现实情况,需要修订操作和检验人员的上岗要求。
设备、仪表:GJB 480A-1995的5.2“设备、仪器”中详细规定了主要设备和仪表的相关要求,但是在实际镀覆过程中的槽液温度、镀覆时间等镀覆层的性能影响较大,实际主要采用温度计监控槽液温度和和秒表控制镀覆时间,需增加温度计、秒表等工艺辅助仪器的相关要求。
工艺材料:GJB 480A-1995的5.3“工艺材料”中对于化学药品主要采用分级管理,包括“一般”“重要”和“关键”三个等级。目前,军工各行业中化学药品和工艺材料分级制度多数仍保留,但根据零件镀覆和化学处理工艺的不同,具体级别层次已多有不同。故仅需针对工艺特点对化学药品进行分级管理,并按要求进行复验即可,无须对级别进行硬性规定;
工艺:GJB 480A-1995的5.4.4条中规定对于抗拉强度1300 MPa以上高强度钢的喷砂清理到镀覆之间时间应为1 h。通常,高强度钢在吹砂处理后,还需进行化学或电化学除油,此工序仍需要一定的时间。例如:大型飞机300M高强钢起落架等零件,由于尺寸原因,吹砂时间一般较长,较难保证1h的时间间隔,且控制要求太高。
环境:GJB 480A-1995的5.6.3中对于检验工位光照度的要求不够细致。目前相关金属镀覆层和化学覆盖层的质量检验标准中,均对检验工位光照度有明确要求,“光照度不小于300 lx”,此光照度可以有效保证检验的顺利实施。
检测:GJB 480A-1995的5.4.16将镀(膜)层的检验分为“产品质量检验”和“工艺控制检验”,通过分析GJB 1941《金电镀层规范》和Q/AVIC 06113《氯化铵镀镉镀层规范》可知,目前惯用的检验分类一般为“鉴定检验”“周期检验”和“质量一致性检验”三类。GJB 480A-1995中镀(膜)层检验分类的规定与目前表面处理行业的通用情况不完全一致。
3
标准修订建议
鉴于GJB 480A-1995是军工行业中金属镀覆和化学覆盖工艺质量控制方面的重要性,应结合GJB 480A-1995发布实施以来暴露出的问题进行修订,以进一步提高可操作性和实用性。具体修订建议如下:
建议补充金属镀覆可选用的电源类型,增加有阴极移动需求的工作槽的要求和氢脆试验机的要求,更新盐雾试验箱的要求,进一步明确电流表和电压表的精确度要求,并增加辅助工艺仪器的控制要求。
建议参考HB/Z26《航空零件喷丸强化工艺》,补充对铝合金、镁合金、钛合金和镍基/钴基高温合金喷丸后消除应力热处理上限温度的要求。建议参照国外的镀覆标准,结合国内生产的实际情况进行合理规定抗拉强度大于1 300 MPa高强度钢的喷砂清理到镀覆时间间隔。
建议生产场地温度要求修改为“生产场地温度一般不低于12°C”,不再强制要求,并细化检验工位光照度要求。
建议增加对有毒有害气体的回收净化要求。这样一方面满足环保要求,另一方面可督促生产单位加强生产场地的废气回收及净化设施建设,保证生产场地产生的有害气体能够及时有效去除。
对于操作和检验人员培训及考核的内容可由各行业根据自身情况确定,培训及考核周期一般不超过3年。
建议对于化学纯及以上的化学药品可不进行入厂复验,但需要具有药品本身的质量证明文件;其他级别的化学药品由使用单位根据需要明确其复验要求。同时明确高级别的化学药品可代替低级别化学药品。
建议将检验类型分为“鉴定检验”“周期检验”和“质量一致性检验”等三类,以便更好适应目前的管理现状。
建议补充新工艺带来的额外要求,例如:微弧氧化的封孔等后处理工艺控制要求、钛合金电镀的真空扩散处理工序对真空热处理炉的要求等。
4
结论
GJB 480A-1995在全国军工领域内得到广泛应用,对于规范我国军工行业金属镀覆和化学覆盖工艺质量控制起到举足轻重的作用,有力支持了我国军工装备表面处理的发展进步,但是随着表面处理领域新技术的不断应用,有必要进行修订。修订后的GJB 480A-1995将适用于军工产品零(部)件及各种材料的金属镀覆和化学覆盖工艺的质量控制。金属的化学铣切、光化学刻蚀、酸洗、电解加工等工艺的质量控制亦可参照使用,可充分反映当前军工行业表面处理技术生产现状,适应时代发展的要求。
参考文献
[1] 于凤梅,杨薛军,张科伟,等.表面处理技术在航天材料中的应用[J].理化检验:物理分册,2018,54(6):411-417.
[2] 杨勇进,张晓云,孙志华,等.TC4钛合金厚板电偶腐蚀与防护研究[J].装备环境工程,2016,13(4):149 - 156.
[3] 屠振密,朱永明,李宁,等.钛及钛合金表面处理技术的应用及发展[J].表面技术,2009(6):76-78.
[4] 常伟,詹中伟,张晓云.航空零部件镀覆技术标准现状和发展设想[J].航空标准化与质量,2018(4):14- 7.
[5] 韩桂利.电镀电源的发展与新技术[J].天津冶金,2007(1):45-47.
[6] 金鑫,方小红,段隆臣.阴极移动速度对金刚石钻头电镀镍层的影响[J].材料保护,2010,43(6):52-54.
[7] 杨长江,梁成浩,王华.钛及其合金氢脆研究现状与应用[J].腐蚀科学与防护技术,2006,18(2)122-125. DOI:10.3969/j.issn.1002-6495.2006.02.013:122-125.
作者:张欢欢/詹中伟/高俊国 中国航发北京航空材料研究院 北京 100095
END编辑 | 融小二监制 |王丙义 牛凤杰
本内容为作者独立观点,文章版权归作者所有。公众号合作及相关事项请联系:18513259107(同微信)
本篇文章来源于微信公众号: 航空标准化与质量
下一篇:
浅析产品规范编制中的共性问题

